खांचे का यंत्रण
@@NEWS_SUBHEADLINE_BLOCK@@



सी.एन.सी लेथ के इस्तेमाल से खांच (स्लॉट) का यंत्रण करने की प्रक्रिया, अनेक पड़ावों से गुजरने के बाद पूरी होती है। खांचे कई प्रकार के होते हैं, जैसे कि क्लियरन्स रेसेस खांच, ऑइल खांच, दो हिस्सों को एक दूसरे पर कस कर बिठाना, तेल के लिए (लुब्रिकैशन) खांच,पुली या V बेल्ट खांच, O रिंग के लिए खांच तथा अनेक अन्य अैप्लिकेशन के लिए खांचे का इस्तेमालकिया जाता है।
बेलनाकारहिस्से पर निश्चित गहराई का खांचा बनाने को ग्रूविंग कहते हैं। इस काम के लिए एक विशेषटूल की यानि टूल होल्डर पर बिठाए कार्बाइड इन्सर्ट की जरूरत होती है जिसे ग्रूविंगटूल कहा जाता है। इस टूल के डिजाइन मेंकई टिप बिठाई जाती हैं।
खांचा बनाना (ग्रूविंग)
खांचा करने के लिए दो प्रकार के कटिंग टूल इस्तेमालकिए जाते हैं।
1. बाहरी खांचे के लिए टूल
2. अंदरी खांचे के लिए टूल
इन दोनों टूल में अलग अलग प्रकार तथा आकार के इन्सर्टहोते हैं। टर्निंग और खांचा बनाने की प्रक्रिया में महत्त्वपूर्ण फर्क होता है, यंत्रण की दिशा। खांचा करने वाला टूल केवल एक हीदिशा में काम करता है लेकिन टर्निंग टूल अनेक दिशाओं में काम करता है।
खांचे के लिए मापदंड़
खांचे के संदर्भ में आगे बताए मुद्दे महत्वपूर्णहोते हैं।
1. खांचेका आकार
2. कार्यवस्तुपर खांचे की जगह
3. खांचेके आयाम तथा टॉलरन्स
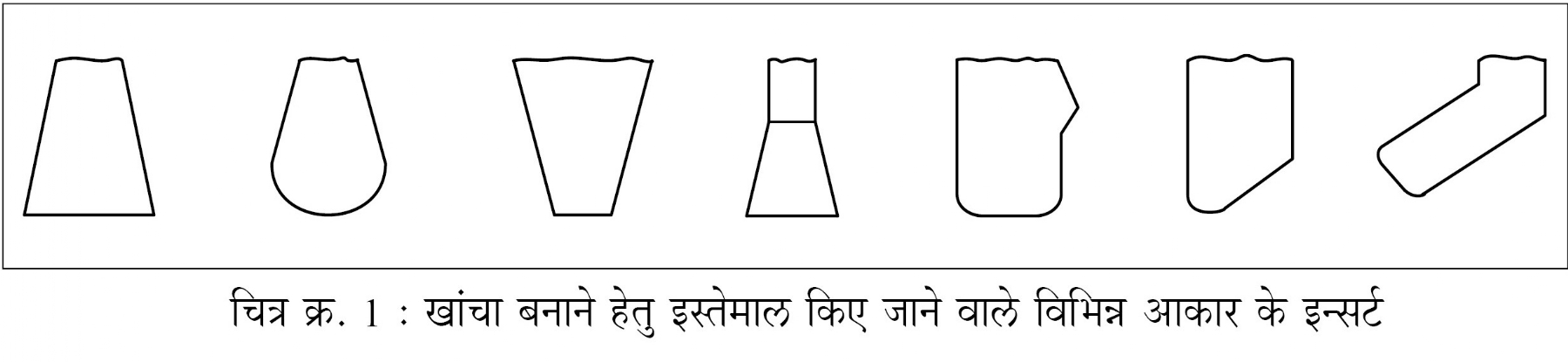
1. खांचे का आकार :खांचा बनाने का उद्देश्य और पार्ट ड्रॉइंग से खांचेका आकार तय होता है। खांचे के आकार से ही इन्सर्ट चुना जाता है। चित्र क्र. 1 में इन्सर्ट के आकार के कुछ नमूने दर्शाए हैं।
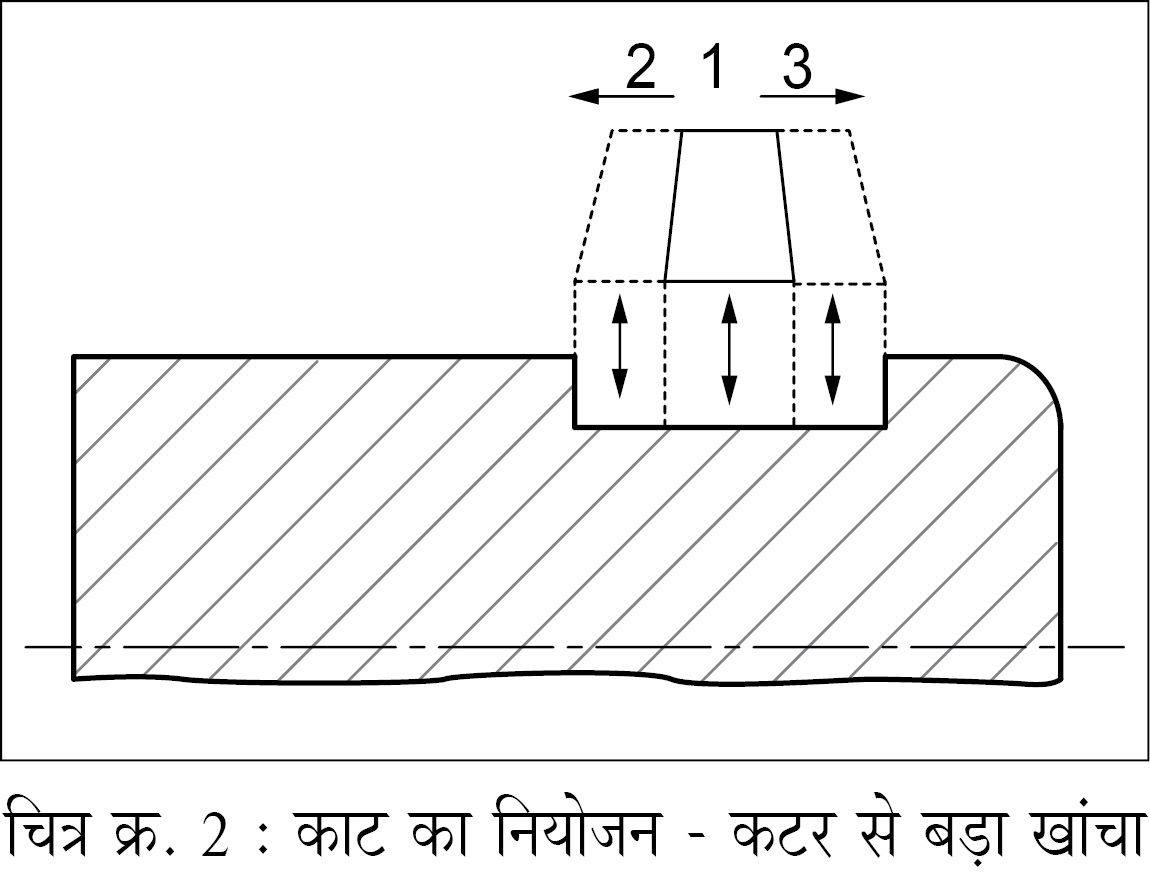
2. इन्सर्ट के आयाम : सभी यंत्रण में उपलब्ध ग्रूविंग इन्सर्ट की चौड़ाईसे खांचे की चौड़ाई (चित्रक्र. 2) अधिक होती है। सामान्यतः टूलिंगकैटलॉग में आगे दिए गए चौड़ाई के इन्सर्ट मिलते हैं - 1 मिमी., 2 मिमी., 3 मिमी. या1/32, 1/64, 1/16, 1/8 इंच। मिसाल के तौर पर, 0.276 इंच का खांचा 0.250 इंच के इन्सर्ट से बनाया जा सकता है। इससे रफिंग और फिनिशिंग हेतुदो काट हो सकते हैं।
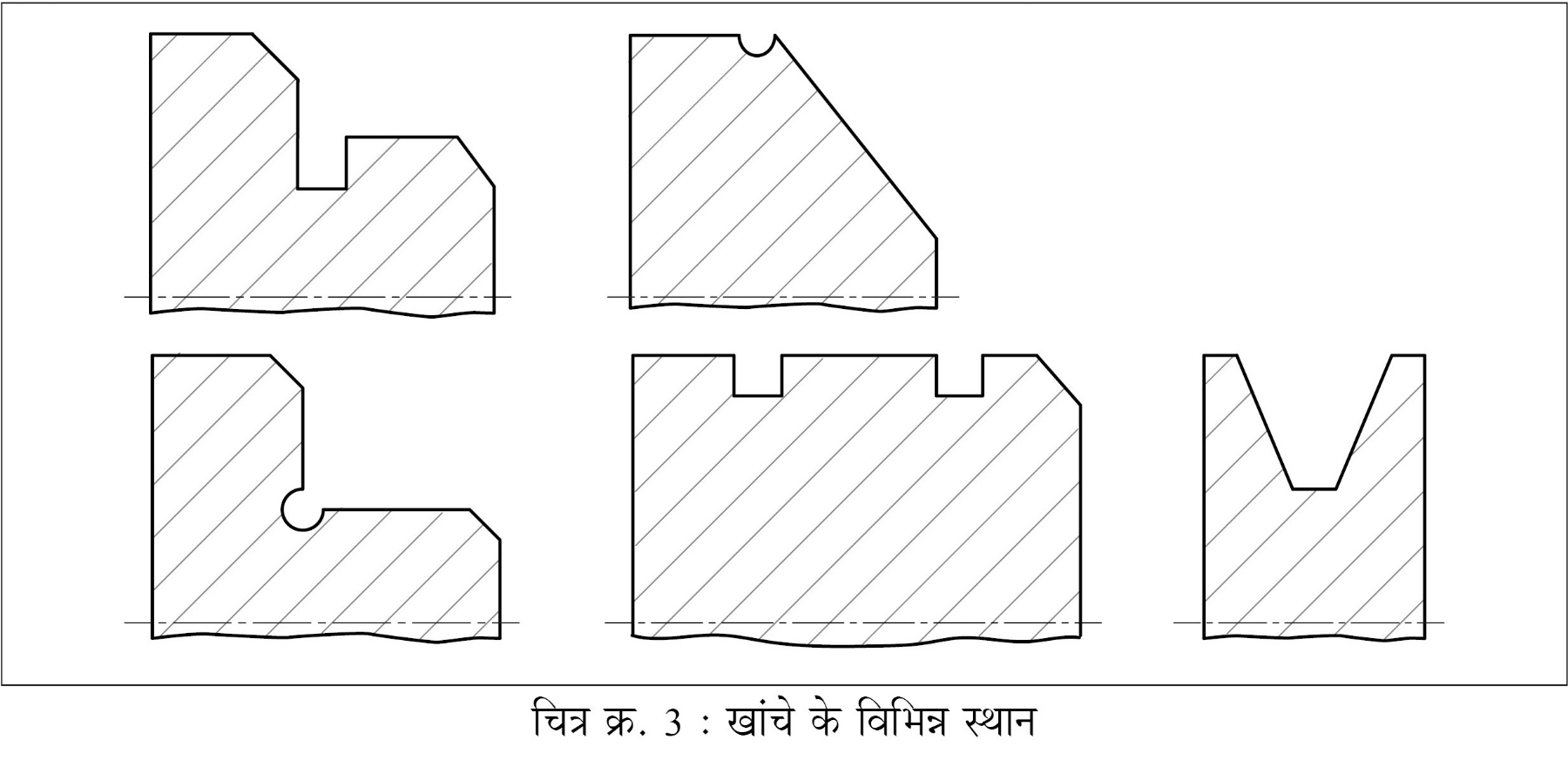
3. खांचे का स्थान :कार्यवस्तु पर खांचे का स्थान चित्र क्र. 3 में दर्शाए गए तीन गुटों में से एक गुट में होताहै।
· बेलनाकार पर खांचा : व्यास कटिंग
· शंकु (कोन)पर खांचा : टेपर कटिंग
· फेस पर खांचा : शोल्डर कटिंग
इनतीनों गुटों में बाहर से (एक्स्टर्नल) याअंदर से(इंटर्नल) बनाए खांचे हो सकते हैं।
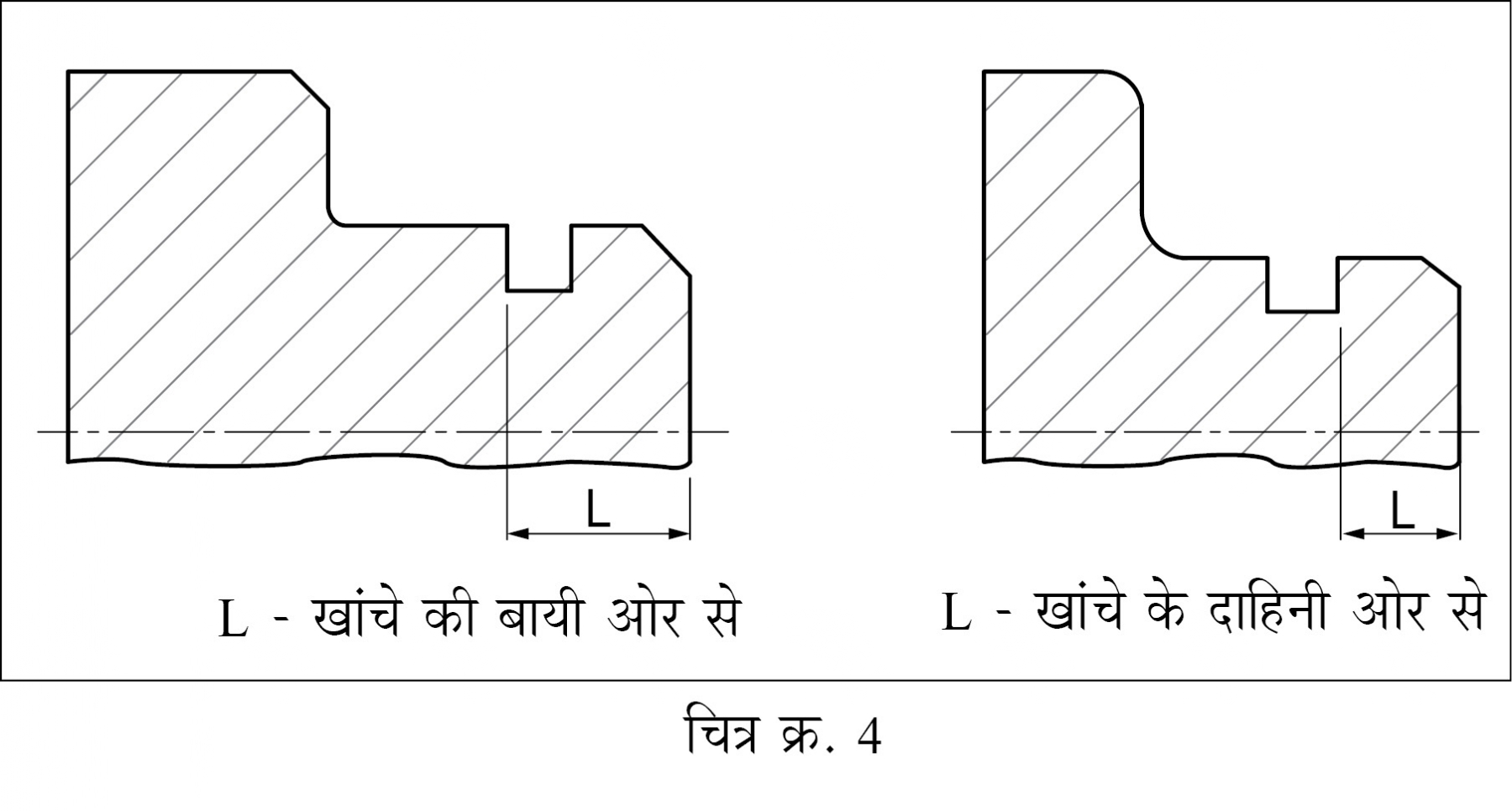
4. खांचे के आयाम :खांचे के आयामों में चौड़ाई, गहराई, कोनों का विवरण ये महत्त्वपूर्ण मुद्दे होते हैं। खांचे की चौड़ाई से अधिक चौड़ाईहोने वाले इन्सर्ट से खांचा नहीं बनाया जा सकता। खांचे के माप से यंत्रण की प्रणालीतय होती है। खांचे के माप दो प्रकारों से कैसे लिए जाते है, यह चित्र क्र. 4 में दर्शाया है।
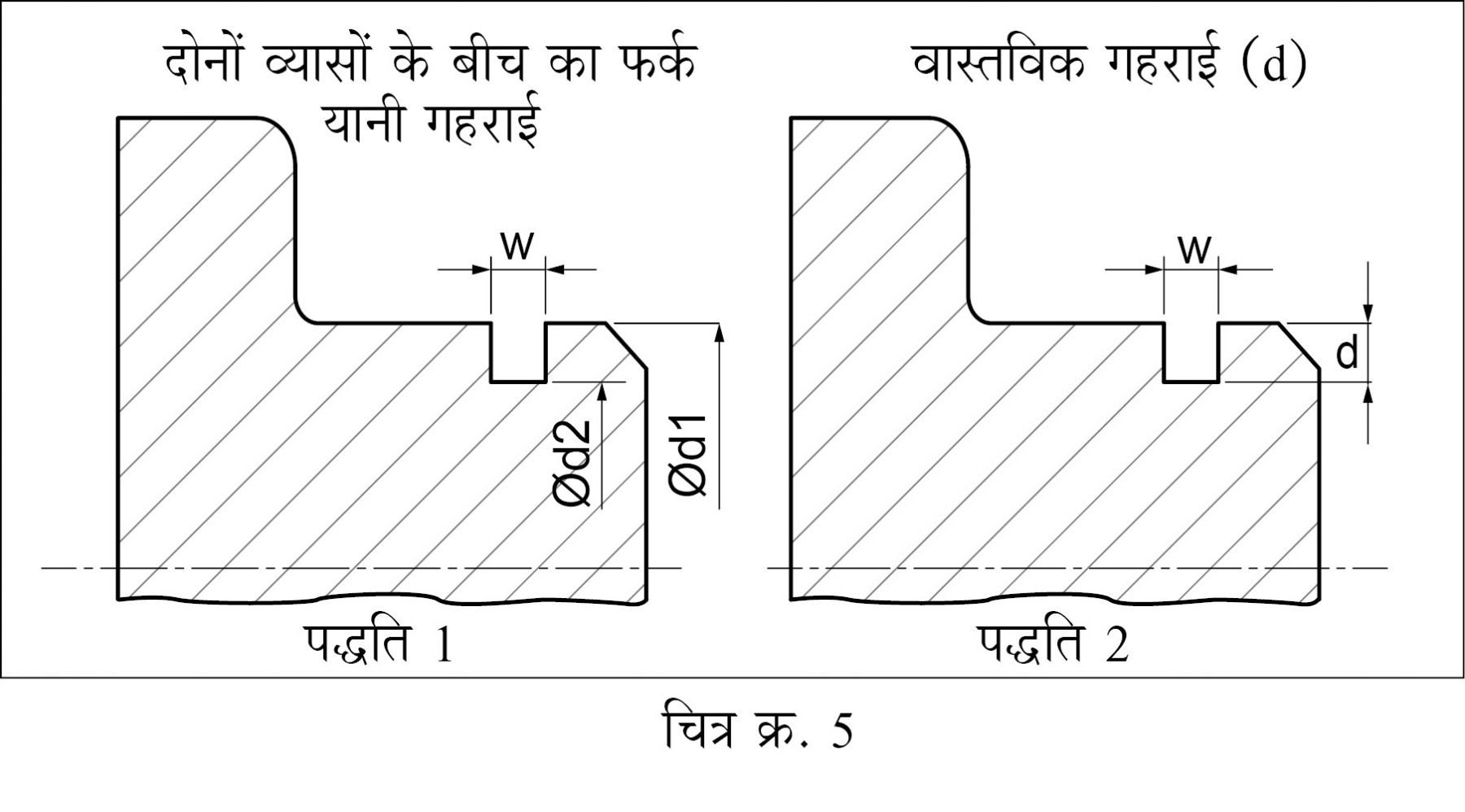
खांचे की गहराई :गहराई दर्शाने के दो प्रकार होते हैं। उन्हे चित्र क्र. 5 में दर्शाया है।
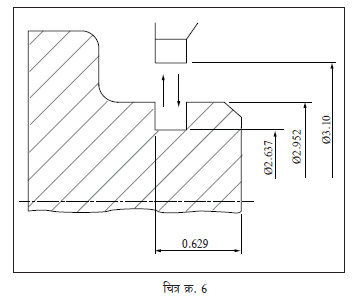
सरल खांचे के लिए प्रोग्रैमिंग :सबसे आसान खांचा, कटिंग टूल की चौड़ाई के आकार का होता है। चित्र क्र. 6 में इस प्रकार का खांचा दर्शाया है।

आगेदिए गए प्रोग्रैम में 0.125 इंचस्क्वेयर ग्रूविंग इन्सर्ट का इस्तेमाल किया है। इससे उतना ही चौड़ा खांचा तैयार होगा।
टूलनंबरT08 का इस्तेमाल कियाहै।
03401 सरलखांच
G20 (अंग्रेजीयूनिट इनपुट)
.....
....
N33 T0800 M42................टूल नंबर 8 कार्यरत(अैक्टिव)
N34 G97 S650 M03...........650 आर.पी.एम.
N35 G00 X3.1 Z-0.625 T0808 M08.....शुरुआत
N36 G01 X2.637 F0.003...........गहराई तक फीड
N37 G04 X0.4............... तल पर ड्वेल
N38X3.1 F0.05..........खांचे से पीछे
N39 G00X6.0 Z3.0 T0800M09......क्लियर पोजिशन
N40 M30...................प्रोग्रैम एंड
%
कार्यवस्तु व्यास क्लियरन्स : (3.1-2.952)/2 = 0.074
खांचेका वास्तविक यंत्रण N36 परहोता है। सरकन गति 0.0003 इंच/फेरा
अगलाब्लॉकN37 ड्वेल (0.4 सेकंड) दर्शाता है।
खांचा बनाते समय ध्यान देने योग्य महत्त्वपूर्ण मुद्दे
· खांचे का यंत्रण कम सरकन गति पर किया जाता है।
· टूल की चौड़ाई 0.125, प्रोग्रैम में कहीं भी नहीं आती। इसका मतलब है खांचे की चौड़ाईतथा आकार,इन्सर्ट टूल के अनुसार होंगे।
· टूल बदलने पर भी प्रोग्रैम वही रहता है।
नाजुक तथा अचूक ग्रूविंग की तकनीक
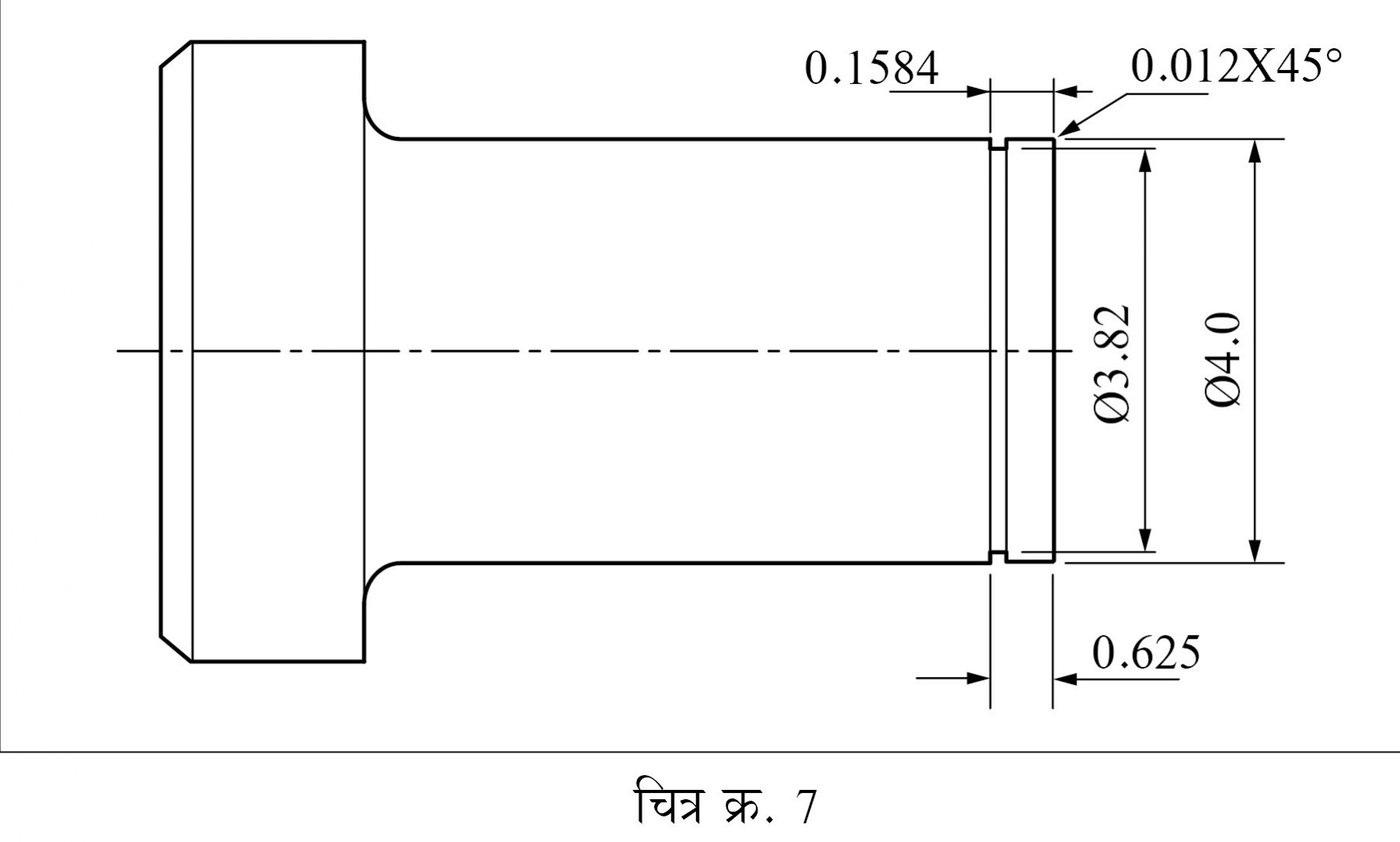
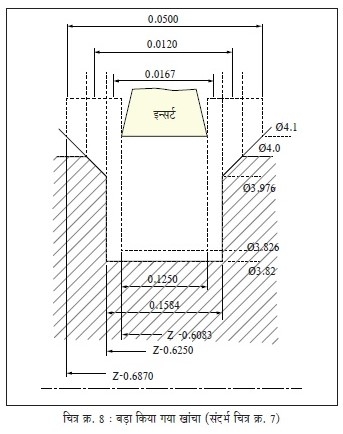
सामान्यखांचे के अंदरी/बाहरी पृष्ठ उबड़खाबड़ होते हैं।खांचे के बाहरी कोने नुकीले होते हैं। इस खांचे की चौड़ाई, इन्सर्ट पर निर्भर होती है। इसलिए यंत्रण की जाने वाली कार्यवस्तुमें इस प्रकार का खांचा अमान्य होता है। चित्र क्र. 7 में दर्शाया खांचा, प्रिसिजन खांचा है।
प्रिसिजन ग्रूव प्रोग्रैम : 03602
कोने मरोड़ना : 0.0125X45°
कटिंग प्रणाली :एक प्लंज रफ कट और दो फिनिश कट
(हर वॉल को एक)
तल के व्यास में वृद्धि : 0.006 स्टॉक
नुकीले कोने/अग्र : 0.12 चैंफर से Ø4.0 पर मरोड़ दिए हैं।
खांचे का टॉलरन्स :खांचे की टॉलरन्स श्रेणी (रेंज)0.0 से + 0.001 तक होती है। खांचे की चौडाईपर सबसे ज्यादा असर करने वाला घटक होता है टूल का घिसाव। बढ़ते इस्तेमाल से, इन्सर्ट का अधिक घिसाव होता है। उसकी छोर पतली बननेलगती है। फलस्वरूप, तैयारहोने वाला खांचा उचित माप का नहीं होता। इस्तेमाल किए जाने वाले इन्सर्ट क्लोज टॉलरन्ससे बने होते हैं, लेकिनउनकी भी मर्यादा होती है। इन्सर्ट बदलने पर खांचे की चौड़ाई बदलती है, क्योंकि नए इन्सर्ट के आयाम पहले इन्सर्ट के मुताबिकनहीं हो सकते। इसका आसान समाधान है फिनिशिंग ऑपरेशन के लिए ज्यादा ऑफसेट रखना।
N16 Z-0.687
N17 G01X3.976 Z-0.625 F0.002
N18X3.826 F0.003
N19X4.1 Z-0.6083 F0.04
इसचरणपर खांचे की बाई बाजू फिनिश हो गई है। दाहिनी बाजू के यंत्रण हेतु, टूल की दाहिनी नोंक से (छोर से) काम करना महत्त्वपूर्ण है। इसके लिए सबसे आसान प्रोग्रैम होता है इन्क्रिमेंटलमोड मेंZ अक्ष इन्क्रिमेंटलमाप ड़ालना। इसके लिए W अक्षरका इस्तेमाल किया जाता है।
N50 W0.0787 T0313
N51 X3.976 W-0.062 F0.002
N50 ब्लॉकमें टूल कुल दूरी = दाहिनीबाजू का मटीरीयल + चैंफर + क्लियरन्स
0.0167 + 0.012 + 0.050
N51 ब्लॉक में चैंफर पोजिशन तथा अैब्सोल्युट मोड X अक्ष के लिए तो इन्क्रिमेंटल मोड Z अक्ष के लिए
खांचा दाहिनी तरफ से पूरा करने के लिए तल के व्यासका काट पूरा करें। ब्लॉक N52 के बाद 0.003 का स्टॉक हटाना शुरू करें। इस प्रक्रिया को खांचे का बॉटम स्वीपिंगकहा जाता है।
N52 X 3.82 F0.003
N53 Z-0.6247 T0303
N54 X 4.1 Z-0.6083 F0.04
N55 G00X 10.0 Z2.0 T0300 M09
N56 M30
%
पूरा प्रोग्रैम (प्रिसिजन खांच) 03602
N41 T03000142
N42 G96 S400 M03
N43 G00 X 4.1 Z-0.6083 T 0303 M08 (ऑफसेट 03)
N44 G01 X 3.826 F0.004
N45 G00X 4.1
N46 Z-0.657
N47 G01 X 3.976 Z-0.625 F0.002
N48 X 3.826 F0.003
N49 X 4.1 Z-0.6033 F0.04
N50 W0.0787 T0313
N51 X 3.796 W-0.062 F0.002
N52 X 3.82 F0.003
N53 Z-0.6247 T0303
N54 X 4.1 Z-0.6083 F0.04
N55 G00 X 6.0 Z3.0 T0300 M09
N56 M30
%